Шлифовка коленвала
Шлифовка коленвала
Шлифование коленвала применяется для приведения геометрических размеров шеек в соответствие со справочными ремонтными размерами, установленными заводами изготовителями.
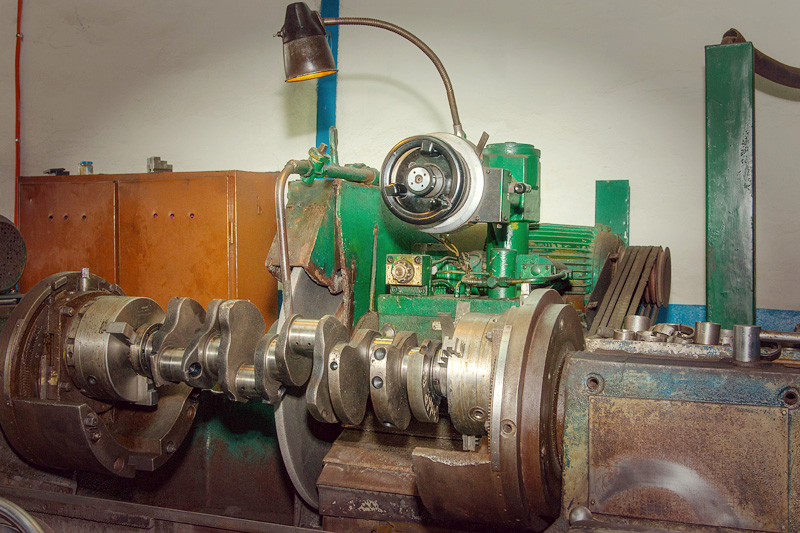
Процесс шлифования коленчатого вала заключается в следующем. Коленвал устанавливается на две призмы поверочного стола. Шлифовщик последовательно производит замеры микрометром всех шеек во взаимно-перпендикулярных плоскостях. При помощи индикаторных часов, установленных на стойке, проверятся осевое биение коленвала, характеризующее его кривизну. При наличии искривления мастер восстанавливает ось с применением пресса или ручным методом, называемым «чеканкой». При этом снимаются напряжения в районе галтелей. Очень часто на данном этапе мастер выявляет трещины на рабочих поверхностях.
Далее начинается непосредственный процесс шлифования коленвала. На кругло-шлифовальном станке сначала шлифуются коренные, затем шатунные шейки. Непосредственно на станке шлифовщик производит многочисленные контрольные измерения геометрических размеров шеек ремонтируемого вала.

Ремонт коленвала
В процессе предварительной дефектовки коленчатого вала могут быть выявлены дополнительны дефекты, которые необходимо устранить, применяя различные технологии. Вот наиболее часто возникающие встречающиеся неисправности:
- Износ посадочного места под сальник коленвала. Технология восстановления заключается в том, что на кругло-шлифовальном станке занижается по диаметру по поверхность на несколько миллиметров. Далее изготавливается втулка соответствующего размера с небольшим припуском по внешнему диаметру. Втулка с небольшим натягом запрессовывается на коленчатый вал, а затем обрабатывается до необходимого размера.
- Заломы болтов. Это трудоемкая и кропотливая операция по извлечению обломков болтов и восстановлению геометрических размеров отверстий в теле коленвала.
- Трещины шеек коленвала. Метод заключается в полном вырезании трещины и последующим заполнением специальным наплавочным материалом образовавшейся полости. При распространении трещины в противовес коленвал отбраковывается.


Проверка коленвала
На нашем предприятии применяются различные методы проверок коленчатого вала:
- Проверка на геометрические размеры мерительным инструментом: диаметры шеек, отклонения от продольной оси
- Проверка на трещины коленвала (только для отшлифованного коленвала). Для этого применяется магнитный дефектоскоп. Коленчатый вал обливается раствором из магнитного порошка, а затем на исследуемом участке создается сильное магнитное поле. Вдоль трещин (даже невидимых) магнитный порошок концентрируется проявляя характерный рисунок повторяющий очертание трещины.
- Проверка коленвала на твердость. При использовании цифрового твердомера определяется фактическая твердость поверхности шеек коленвала. Данная процедура позволяет определить «стучавшую» шейку». (при чрезмерном нагреве твердость значительно уменьшается). На некоторые виды коленвалов не предусмотрена шлифовка на ремонтные размеры ввиду резкой потери твердости шейки при занижении размера. Были случаи когда наши клиенты устанавливая такие коленвалы на свои автомобили недоезжали и 10 км как вал изнашивался до 0,5 мм.

Расточка гбц шлифовка коленвала
Расточка гбц (головка блоков цилиндра) нужна в первую очередь для увеличения мощности двигателя при высоких оборотах. Дело в том, что любые нестыковки и шероховатости в ГБЦ могут привести к торможению потока и, соответственно, к ухудшению и потере мощности. Поэтому расточка гбц подразумевает под собой:
- увеличение диаметра и «удержания» необходимого радиуса закруглений
- доработка седла клапана и устранение острых кромок
- совмещение впускного коллектора с каналами головки блока цилиндров
- шлифовка каналов практически до зеркальной поверхности.
В общей сложности, расточка гбц позволит вам существенно улучшить свои технические показатели автомобиля и однозначно повысить мощность автомобиля.
Звоните прямо сейчас!
тел.: (843) 571-86-70, 8-903-314-96-01